
今週は、スパッツの型取りです。
スパッツはメーカーでFRP成形された部品がゴロンと入っていて機体にフィッティング&塗装で完成なんですが、、、
完成品をマスターとして、FRPのメス型を製作します。
「なんで出来てる物の型をワザワザ作ってんの??」って疑問を感じるとは思いますが、、、
答えはかんたん♪
「ぶっ壊す」自信があるからです(笑)
固定脚機(着陸脚が格納できないで出しっ放しの飛行機の事です)でスパッツが付いている機体って少ないんですよ、、
特に使用事業やクラブ機なんかに使われるセスナ系の機体は、ほぼ皆無でしょう、
タイラップはお目にかかったことがありません、、、
このスパッツ、実は結構効果的で、タイヤを覆うことによって抗力(空気抵抗)を5~8%減少して、巡航速度、航続距離を改善させます
車の世界だと、オープンホイールのフォーミュラーはタイヤの空力要素は足枷になっているって聞いたことがあります。
で、効果的、且つカッコが宜しくなる「スパッツ」を取り付けない理由は、、、
使用事業飛行や訓練なんて「野良仕事」で手荒く馬車馬のようにコキ使われる機体の運航で、
数%の性能向上と維持管理の手間を天秤に掛けて検討すると、、、
「スグにぶっ壊されてイチイチ手間も掛かる 大して変わらねえから取っ払えっ」
って結論になるそうです、、、orz
まぁ、タイヤの空気圧管理も面倒になりますしねぇ
もちろん叔父の飛行機も完成した暁には、「訓練機」としての日々が待ち受けている訳で、、、
荒っぽい訓練機の着陸や、地上で間違って蹴っ飛ばされたり、踏まれたり、カナリの高確率で破壊される運命にあります。
って事で、「ぶっ壊す自信のある部品」且つ「簡単な構造の部品」ですから、FRP型を作って数セット作っておけば保守管理は楽勝!!って結論に♪
「機体が完成する前から壊す算段つけて、予備部品を作る」前向きな考えなのか、後ろ向きな考えなのかは、、、微妙、、
チョット複雑な気分で、FRP型を早速製作です。
既に下地処理を済ませてサフェーサー&塗装寸前まで進んだ「スパッツ君」
型作りの為、チョットだけ作業は後戻り、
型を割る部分に耳を立てるためにスポンジで土台を作り

型の剥離を助ける為にワックスを塗り込み、

余計な部分に樹脂が流れ込まないようにマスキング、

下地が出来たところに、剥離材PVA(ポリビニルアルコール)を薄く塗布、

こいつは乾燥すると薄い膜を作ります。
ちなみにFRP製品を塗装する際に、コヤツが表面に残っていると塗装が上手く乗りません、FRPの塗装をするときはよく表面を洗って剥離材を落としてネ
PVCが十分に乾燥したところで、最初の1層目はメス型の表面になるゲルコートを塗布します。
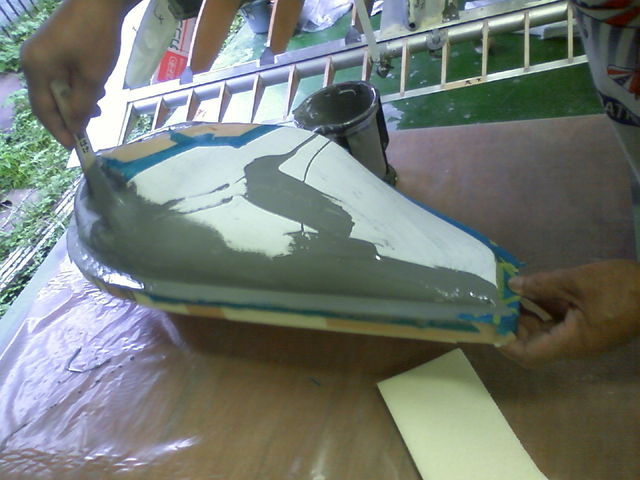
ここは、ある程度の厚みを持たせても大丈夫なのでコッテリと塗りつけて、、、

ライトで炙って温度を上げて硬化促進

無理やり急ぐなら硬化剤を多めに入れてたり、コバルトを入れて一気に固める方法もあるのですが、、、
失敗するとバケツの中ですべてが固まります(笑)
一番簡単な硬化促進は温度コントロールです。
ゲルコートが乾燥するまでの間に、型に使うガラスマット&クロスを切り出します。
ガラスマットは細かいガラス繊維を不織布のように積層したガラス繊維生地
下地の形状に馴染みやすく、強度に関しての方向性がありません型を成形するメイン材料です。

母材のロールから切り出すときは、境目の馴染みを良くするのに繊維を千切って切り出します。
ガラスクロスは、ガラス繊維を撚った糸を織った生地で、下地の形状には馴染み難いのですが、方向性を持った生地なので
引っ張り強度が出るので、型の形状保持の補強に使います。
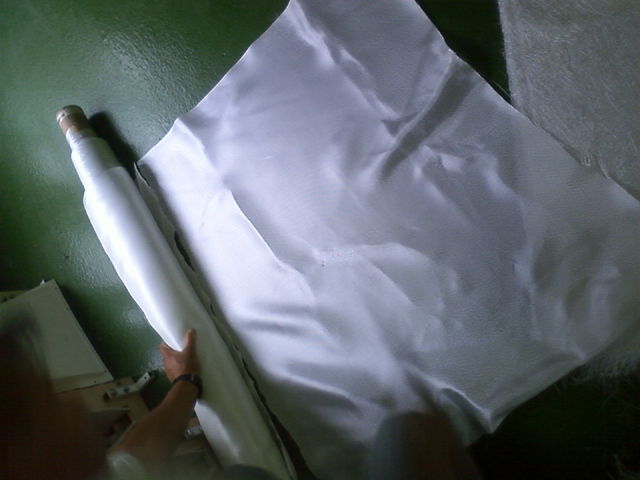
さすがにクロスは千切れないので鋏で切り出します。

ゲルコートが十分固まったら、表面をアセトンで脱脂して、、、

まずは耳の部分の補強とガラス繊維の馴染みを考えて、樹脂パテを角に入れます
この樹脂パテ、FRP樹脂にタルクを入れて適度な硬さにした物、
これに少量の硬化剤を混ぜて練り込み、

耳の部分にコッテリ、、、
ここからが激早のプロの技でした、、、
タイラップの段取りだと、パテが硬化してからペーパー掛けして下地を作ってからFRPを張るのですが、、、
叔父はいきなり硬化もしていないパテの上から樹脂を塗りFRPマットをバンバン張っていきます。
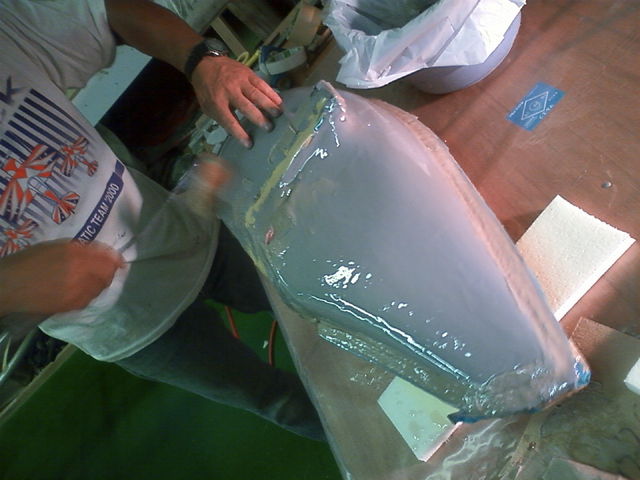


樹脂を塗りながら同時に脱泡、、
パテとガラスマットがすんなりと馴染みます!!
タイラップが2時間掛けるところが、、、2~3分、、、
マットを置いて、

樹脂を塗りながら脱泡
マットを置いて

樹脂を塗りながら脱泡


あっという間にマット3層&クロス1層
流石は、プロの技、、、手間を削って見事な仕上がり、、、参りました、、、orz

これで片面の型取り完了!
硬化後に不要なバリを切り落として、逆側で同じ作業を繰り返せば、「中央割りのFRPメス型が完成」って段取りです。
出来上がったメス型に剥離材を塗ってゲルコート→FRP張り込み、型から外して左右合体で新品部品が量産できちゃいます♪
これでスパッツをカチ割っても安心です(笑)
これでFRP成形方法はOK!!、、、、何か作りたくなってきます♪
僕は何を作ろうかなぁ~
ブログランキングに参加しています、記事を気に入っていただけましたら
↓クリックしていただけると嬉しく思います。
![]()
にほんブログ村
![]()
飛行機ランキングへ